




制冷劑配管這樣焊接,免去后顧之憂
焊接,在制冷系統安裝中占有重要地位。焊接的好壞直接關系到后期的使用,避免后期管道的滲漏,焊接時都需要注意什么呢?
(1)(1)焊接時要求焊口向下或水平橫向進行,盡可能避免向上。因為向上須進行仰焊,而仰焊易造成漏焊,從而成為系統的隱患。
(2)制冷劑的配管、分支組件、彎管接頭、直管接頭,都必須采用指定規格的配套產品。這樣,配管與連接口的間隙才會適度,不會由于間隙太大而使焊接不好,造成滲漏。
(3)液管、氣管的分支組件的安裝,必須注意裝配方向和角度,以避免引起系統運行不好,或造成除霜時制冷劑流動噪聲過大(由制冷劑流動不平衡或冷凍機油短路造成)。因此一定要注意:分支接頭水平安裝時,其傾斜度一定要小于30°垂直安裝時,必須完全垂直。分支集管只能水平安裝,不能傾斜。
(4)焊接材料用于普通場合一般不采用磷銅焊條(Bcup-2)。

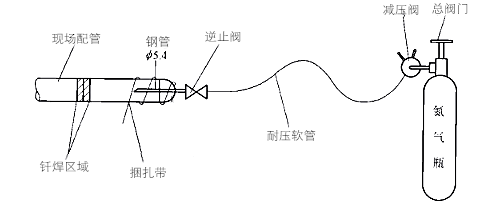
(5)焊接時應采取充氮氣焊接的方法(參考下圖)。因為,如不向配管內通氮氣,焊接時銅管表面就會產生大量的氧化物,此氧化物留在系統中就成為垃圾,會給系統內各部閥門、過濾器、壓縮機帶來危害,嚴重時,系統不能正常運行。為了防止此種情況發生,焊接時要先用氮氣沖走配管內空氣,然后一邊向管內送氮氣,一邊焊接。焊接后繼續送氮氣,直至焊點溫度達到常溫為止,這個過程叫做充氮焊接作業。注意:只能用氮氣,不能用其他氣體,必須使用減壓閥,充氣的壓力約為0.02~0.05Mpa。
(6)施工現場必須注意防火,場地要干凈,無易燃物品,若無法避免易燃物品,則必須采取防范措施,現場必須準備水和滅火器,以備急用。
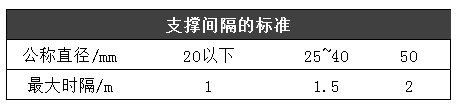
(7)水平管應用吊架或托架來支撐,支撐間隔如下表所示,注意,無論吊架還是托架都不能講保溫后的配管加緊,因為必須要考慮到通關的熱脹冷縮。
|
上一條:箱式冷水機溫度變小的原因
下一條:冷庫膨脹閥使用及調整圖解 |
返回列表 |
-
壓縮機卡缸、短路、吸排氣能力檢查方法2022-06-06
-
小型冷庫系統的組成與運行流程2022-05-23
-
冷凍、冷藏庫的庫體保養2022-05-16
-
離心式冷水機組常見的問題和故障與檢查對象2022-05-03
-
冷庫系統四大件與制冷量的關系2022-04-19


 蘇公網安備 32031202000732號
蘇公網安備 32031202000732號